溶接技術紹介 ~アルミ溶接~

アルミ溶接に対する考え
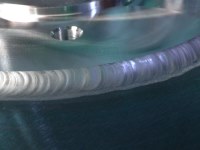
アルミ溶接は一般的には溶接難易度が高い材質と言われており、歪みやブローホール・溶接割れといった溶接不良が発生しやすく、後々大きいトラブルにも繋がりかねません。
レイマックでは酸化膜の除去方法や母材への予熱温度、使用する溶接棒・ガスの種類などを徹底的に研究し、アルミ溶接部品に対するお客様の不安を取り除くための努力をしています。
難易度が高い材質や極厚品への対応
A5083やA5052といった5000系へのアルミ溶接はもちろん、A6061やA1050など比較的難易度の高いアルミ材質への溶接にも対応しています。
また、100mmを超える極厚の溶接部品や溶接後にレントゲン検査や超音波検査が必要となる部品の実績も多数ございます。
ブローホールレスにも対応
ブローホールとは一般的に溶接部位の内部にできた穴(気泡)の事。(表面に穴が露出しているとピット、針先のような小さい穴はピンホールと呼びます)
一般的な構造物や溶接後の機械加工が無い製品に関してはあまりブローホールの事を気にされる方はいませんが、溶接部分を2次加工で切削する場合はブローホールが露出し外観上、致命的な不良に繋がりかねません。
レイマックでは2次加工が必要とされる製品(精密加工部品、真空チャンバーなど)については特に注意をはらい、ブローホールが発生しない溶接を追い求めております。